


3轴、3+2轴、5轴等加工方案,他们的区别是什么?
平时我们经常提到的3轴、3+2轴、5轴等加工方案,他们的区别是什么?先给大家介绍一下:
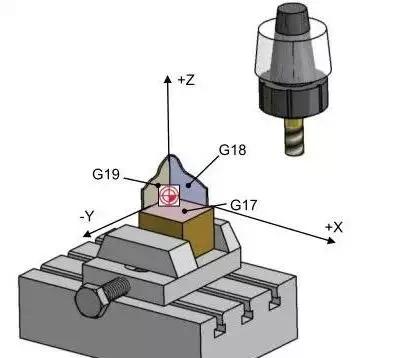
一、3轴加工方式
3轴加工由直线进给轴X、Y、Z进行加工。加工特点:切削刀具方向在沿着整个切削路径运动过程中保持不变。刀尖的切削状态不可能实时达到完美。
二、3+2 轴加工方式
两个旋转轴先将切削刀具固定在一个倾斜位置,再由进给轴X、Y、Z进行加工。这种机床也叫定位五轴机床,可以使用西门子的CYCLE800功能进行编程加工。CYCLE800 是一种静态平面转换,可以通过 3+2 轴机床加工(例如回转头或回转台)定义空间中的旋转工作平面。在此工作平面,可以编程 2D 或 3D 加工操作。
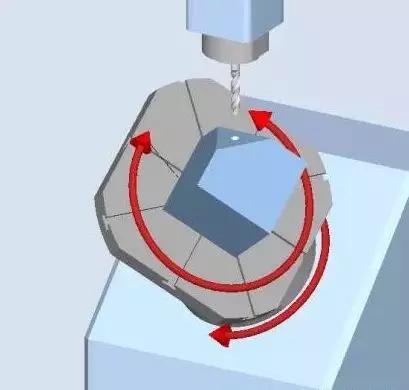
加工特点:回转轴总是旋转到加工平面垂直于刀具轴的位置进行加工,加工期间加工平面保持固定。
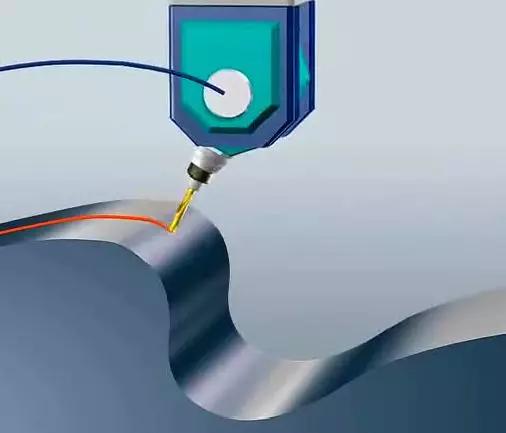
三、5轴加工方式
5轴加工由进给轴X、Y、Z及绕X、Y、Z的旋转轴A、B、C中任意5个轴的线性插补运动。西门子的运动转换指令TRAORI能很好的支持5轴转换。

加工特点:在沿着整个路径运动过程中可对刀具方向进行优化,同时进行刀具直线运动。这样,在整个路径上都可保持最佳切削状态。
新闻详情
