


数控车床封闭轮廓复合循环G73指令介绍及编程实例
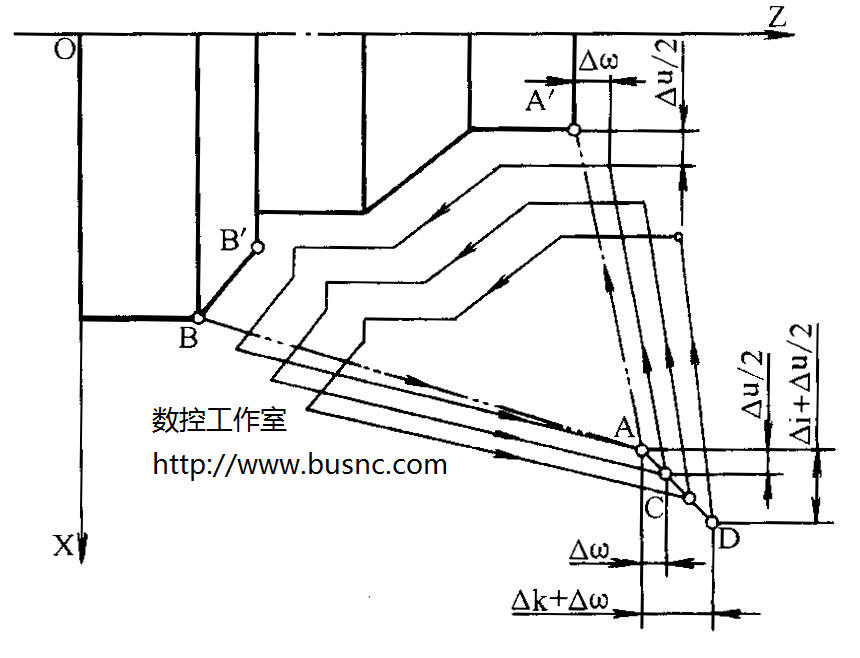
G73程序段格式如下:
G73 U(△i) W(△k)R(d) P(ns) Q(nf) X(△u) Z(△w) F S T
△i—X轴方向粗车的总退刀量,半径值;
△k—Z轴方向粗车的总退刀量;
d—粗车循环次数;
其余同G71。
在ns程序段可以有X、Z方向的移动。
G73适用于已初成形毛坯的粗加工。
例:如图1所示工件。粗车分三次循环进给,每次背吃刀量为3mm,X、Z轴方向的精加工余量为0.3mm。
图1
O0073
N10 G98 G92 X70 Z90
N20 M03
N30 G73 U9 W9 R3 P40 Q120 X0.3 Z0.3 F200
N40 G00 X13 Z62 F500
N50 G01 X20 Z58.5
N60 Z43
N70 G03 X26 Z40 R3
N80 G01 X31
N90 X34 Z38.5
N100 Z25
N110 X50 Z15
N120 Z0
N130 G00 X70 Z90
N140 M05
N150 M02
将本文加入收藏夹
新闻详情
