


数控铣加工方案确定步骤及内容
确定加工方案时,首先应根据主要表面的尺寸精度和表面粗糙度的要求,初步确定为达到这些要求所需要的加工方法,即精加工的方法,再确定从毛坯到最终成形的加工方案。
在加工过程中,工件按表面轮廓可分为平面类和曲面类零件,其中平面类零件中的斜面轮廓又分为有固定斜角和变斜角的外形轮廓面。外形轮廓面的加工,若单纯从技术上考虑,最好的加工方案是采用多坐标联动的数控机床,这样不但生产效率高,而且加工质量好。但由于一般中小企业无力购买这种价格昂贵、生产费用高的机床,因此应考虑采用2.5轴控制和3轴控制机床加工。
2.5轴控制和3轴控制机床上加工外形轮廓面,通常采用球头铣刀,轮廓面的加工精度主要通过控制走刀步长和加工带宽度来保证。加工精度越高,走刀步长和加工带宽度越小,编程效率和加工效率越低。
如图1所示,球头刀半径为R,零件曲面上曲率半径为ρ,行距为S,加工后曲面表面残留高度为H。则有:
![]()
式中,当被加工零件的曲面在ab段内是凸的时候取“+”号,是凹的时候取“-”号。
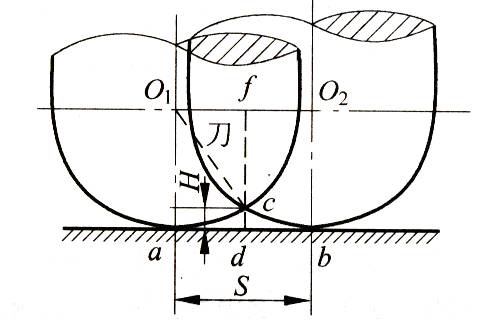
图1 行距的计算图
将本文加入收藏夹
新闻详情
